Kaynak Hataları Nelerdir? En Yaygın 8 Kusur ve Nedenleri
- Ceren SOVUKSU
- 8 Tem 2025
- 2 dakikada okunur

Kaynaklı imalat süreçlerinde ortaya çıkan hatalar, birleştirilen parçaların mukavemetini, sızdırmazlığını ve genel dayanıklılığını doğrudan etkiler. Bu nedenle kaynak hatalarının tanınması, sınıflandırılması ve kontrol altına alınması, kaliteli ve güvenilir bir kaynaklı bağlantı için kritik öneme sahiptir. Bu yazıda, en yaygın kaynak hatalarını ve bu hataların nedenlerini ele alıyoruz.
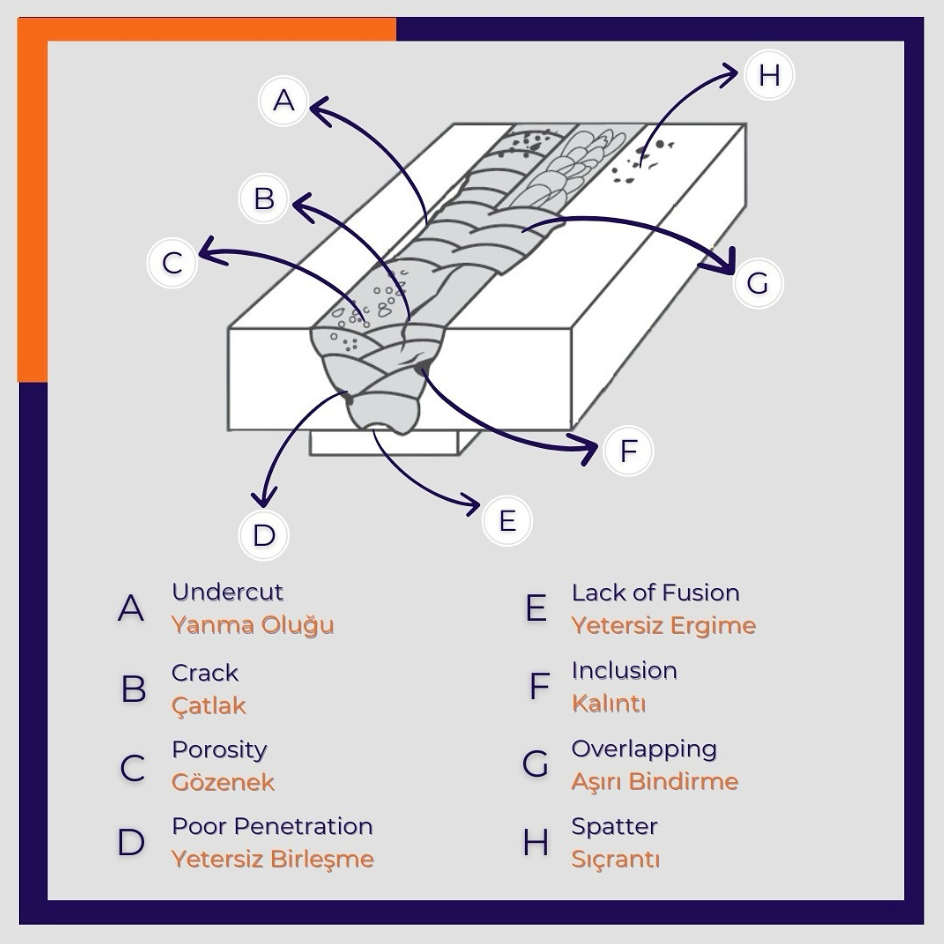
1. Yanma Oluğu (Undercut)
Yanma oluğu, kaynak dikişinin kenarında oluşan, ana metalin aşırı erimesiyle meydana gelen oluk şeklindeki kusurdur. Genellikle yüksek amperaj, yanlış kaynak açısı veya hızlı ilerleme nedeniyle oluşur. Parçanın mukavemetini azaltabilir.
2. Çatlak (Crack)
Çatlaklar kaynak bölgesinde veya ITAB (Isıdan Etkilenmiş Bölge) içinde görülebilir. Katılaşma çatlağı, soğuma çatlağı ya da hidrojen çatlağı gibi türleri vardır. Genellikle hatalı malzeme seçimi, hızlı soğuma veya yüksek gerilmeler sonucu oluşur.
3. Gözenek (Porosity)
Gözenek, kaynak metalinin içinde gaz boşluklarının kalmasıyla oluşur. Kirli yüzeyler, rutubetli elektrotlar ya da koruyucu gazın yetersizliği bu duruma neden olabilir. Kaynak dikişinin mekanik özelliklerini zayıflatır.
4. Yetersiz Penetrasyon (Lack of Penetration)
Kaynağın altına veya kök bölgesine tam olarak ulaşmaması durumudur. Genellikle düşük ısı girdisi, yanlış kaynak parametreleri ya da uygunsuz hazırlık sonucu meydana gelir. Dayanım ve bütünlük açısından ciddi risk oluşturur.
5. Yetersiz Füzyon (Lack of Fusion)
Kaynak metali ile ana metalin veya iki kaynak pasonunun birbirine tam olarak kaynamaması durumudur. Genellikle düşük amperaj, hızlı kaynak hızı veya hatalı elektrot açısı ile ilişkilidir.
6. Sıçrantı (Spatter)
Kaynak esnasında erimiş metal taneciklerinin kaynak alanı dışına sıçramasıyla oluşur. Görsel olarak kötü bir yüzey oluşturur ve temizlik işlemi gerektirir. Aşırı akım veya hatalı ark kontrolü ile ilişkilidir.
7. Kalıntılar (Inclusion)
Cüruf, flux kalıntısı veya diğer artıklar kaynak dikişi üzerinde veya arasında kalabilir. Temizlik eksikliği veya uygunsuz kaynak yöntemi bu hataların başlıca nedenidir.
8. Aşırı Bindirme (Overlap)
Kaynak metali, ana metalin üzerine taşar ama kaynamazsa aşırı bindirme oluşur. Görsel olarak çıkıntılı ve zayıf bir bağlantı oluşturur. Düşük ısı girdisi ve yanlış tekniklerle ilişkilidir.
Bu yazıda, kaynaklı bağlantılarda gözlemlenen temel hata türlerini ele aldık.
Kaynak mühendisliğiyle ilgili daha fazla bilgi için diğer yazılara göz atabilirsiniz!


